When to Replace Your Minimess Test Coupling — And How to Choose the Right One
Imagine this: A hydraulic system is operating at maximum capacity and your engineer connects a test hose to a pressure monitoring point — and the test point completes a leak — not a flooding but an ongoing weep around the coupling body. 180 bar on the gauge and the system relief is set at 210 bar. How do you know that gauge reading is even accurate? A small fitting — a minimess test point coupling — just invalidated your entire pressure measurement.
Or you may be experiencing the needle valve that no longer self-seals on disconnect. You disconnect the test hose and fluid escapes for a full two seconds before the self-sealing function kicks in. The dust cap is returned but how clean is the port now?
These are the two scenarios that send the majority of maintenance teams down the replacement path. This guide is here to walk you through that decision: when, what and how to choose a compatible coupling that will actually function to spec. Not a product page.
In our experience working with over 3,000 international clients, the most common mistake we see is replacing an entire test point assembly when only the coupling insert has burned out. A targeted insert replacement costs a fraction as an entire assembly exchange and takes under five minutes with the correct tooling.
Is Replacing a Minimess Test Coupling Actually Worth It?
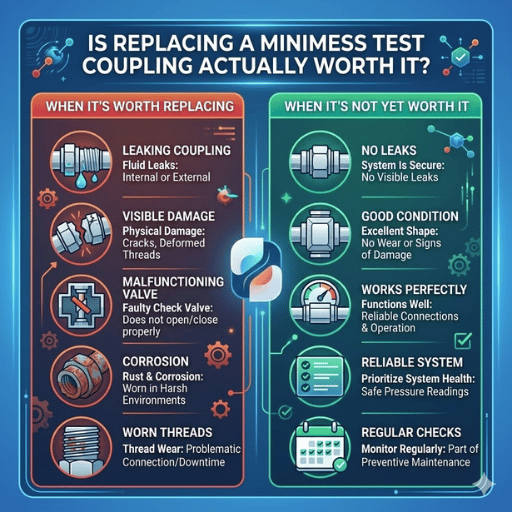
In most cases, yes — but that depends on what has failed. A toasted needle valve insert is inexpensive to replace. thread galling on the coupling body, intake dust cap or seat is a full replacement requirement. A cracked dust cap is a 5 cent fix. Knowledge of symptom-to-root-cause match up before parts ordering saves you money and time.
Below is the five most common failure scenarios. Use this as your first step diagnostic before anything else.
| Symptom | Root Cause | Recommended Action | Cost Impact |
|---|---|---|---|
| Coupling fails to self-seal on disconnect | Worn needle valve seat | Replace coupling insert | Low |
| Thread difficult to engage or cross-threads | Thread galling on body | Replace full coupling | Medium |
| Particulate ingress, fluid discoloration at port | Damaged or missing dust cap | Replace cap only | Minimal |
| Erratic or drifting pressure spike readings | Loose connection at port | Re-torque first; inspect thread | Minimal |
| Surface rust, pitting on coupling body | Material mismatch for environment | Replace + review material spec | Medium |
Industry standard for minimess 1620 replacement is the M16×2 thread body, standardized under ISO 15171-2. used for the reference benchmark for thread geometry, seat angle and pressure grade at point of purchase. Definitely know at first order if you’ll need a new thread.
Most costly mistake we see here: teams replacing the hose adapter when in fact the source is the needle valve seat within the 1620-series coupling body. The adapter and a $40 part, the insert – only $4. Know what the leak is before ordering in new parts.
Analysis by testing indicates a worn needle valve seat is responsible for pressure drops in your reading even with a correctly calibrated gauge just deviating from 3-8%. At 200 bar a 3% deviation means a 6 bar difference which can allow a misread of a marginal relief valve setting.
Key take-away: Match symptom to part failed. Full coupling replacement should only take place when the body has been damaged by thread galling, corrosive factors or other physical deformation.
When Does a Generic Replacement Win — And When Does It Lose?

Generic couplings match OEM units identically on a parts shelf same hex body profile, same dust cap, same push-to-connect Minimess® hose interface. Here is where they break apart and where that break apart is most noticeable in a hydraulic application.
Generic brass couplings are rated to 250 bar. minimess-standard steel couplings are rated to 400-630 bar from ISO 15171-2. In a mobile hydraulic system operating at 350 bar circuit pressure, installing a 250-bar brass coupling is not a cost saving – it’s a liability.
Thread compatibility is the second difference point. Three dominant thread standards in hydraulic test point applications are:
| Thread Type | Standard | Common System | Notes |
|---|---|---|---|
| G1/4 BSP | ISO 1179-1 | European hydraulics | Most compatible; parallel thread, face seal |
| 7/16-20 UNF | SAE J1926 | North American mobile | Verify hex size; ORFS (O-Ring Face Seal) SAE connection type common |
| M16×2 (M16x2) metric | DIN 3852 / ISO 15171-2 | German OEM, Minimess 1620 | Check seal seat angle; cone vs flat face; DKO fitting connection |
One critical incompatibility that causes field failures in use: NPT threads (60 included angle, tapered) are NOT compatible with BSP threads (55 included angle, parallel). They can engage – especially in G1/4 vs 1/4 NPT comparisons – but the thread form and seal mechanism are mutually exclusive. Mismatching them results in micro-leakage under pressure, or catastrophic joint failure under pressure cycles.
For stainless steel: marine environments, offshore systems, and food grade hydraulic require SS316 body material. Corrosion resistance of SS316 safeguards against iron oxide contamination of hydraulic fluid – a source of contamination that propagates valve wear throughout the hydraulic pipes and circuit. A swivel adapter is often used with SS316 test points to prevent torque-induced seal distortion during installation.
For IKIN’s full range of compatible hydraulic test point fittings, see our product page.
Key takeaway: Generic couplings are suitable for low-pressure pneumatic circuits below 250 bar. For any hydraulic application over that level, check pressure rating and thread standard against ISO 15171-2 before purchase.
How to Choose the Right Minimess Test Coupling Replacement (5-Step Checklist)

Thread compatibility, pressure rating, body material, hose adapter fit, and dust cap retention – those five parameters are the difference between a working and a failed replacement coupling. Use them in that order. Jumbling step-one with step-three is the cause of cross-threaded ports.
Our experts employ this 5-step system before designing a replacement coupling for a customer in more than 30 nations.
- Identify the thread standard. Measure thread OD and pitch with a thread gauge — do not rely on visual inspection alone. Most common field error is confusing G1/4 BSP parallel thread with 1/4 NPT tapered. Both have a nominal 1/4 designation, but BSP parallel relies on a face seal (soft washer or O-ring), while NPT tapered seals on the thread itself. Applying NPT torque values to a BSP fitting strips the seat. Confirm thread standard before proceeding.
- Confirm maximum operating pressure rating. The pressure rating you need is your system’s relief valve setting — not the normal operating pressure. If the relief is set at 280 bar but the circuit runs at 220 bar, your replacement coupling must be rated above 280 bar. A 250-bar generic coupling fails this test even though it handles the normal operating pressure.
- Choose body material for the environment. Zinc-plated steel handles general industrial and mobile hydraulic environments. Stainless steel 316 is the correct choice for marine, offshore, and food-processing applications — the material provides durability in corrosive environments and eliminates the risk of iron oxide entering the hydraulic fluid circuit. Brass is acceptable for low-pressure pneumatic applications only; it is not rated for hydraulic systems above 250 bar and should not be specified for those applications.
- Verify hose and gauge adapter compatibility. The replacement coupling body must match the female end of your test hose connector. Most European test hose kits are built around the Minimess 1620 male profile — a standard M16×2 nose geometry, customized to your port specification. If your test hose connector was sourced from a North American supplier, confirm it uses the same coupling nose standard and not a proprietary SAE interface.
- Check dust cap retention and needle valve self-sealing speed. Dust caps come in two retention types: push-on (friction fit, common on European OEM fittings) and thread-on (more secure, preferred in high-vibration mobile equipment). A new coupling’s needle valve should close within 0.5 seconds of test hose disconnect. A worn needle valve spring extends closure time to 2.1–4.8 seconds, which means fluid escape and port contamination on every measurement cycle.
We have observed technicians work for as long as 45 minutes diagnosing incorrect gauge readings – the problem was a stainless steel test coupling installed into a BSP port via a metric adaptor, forming a micro-leak at the cone seat. Coupling body, adapter, and port were all correctly assembled. Thread profiles simply didn’t match at the seal interface.
Pro Tip – Contamination Avoidance: when replacing a test coupling — including bulkhead test point installations — in a live system, apply a port cap immediately. even momentary exposure – 30 seconds on a dusty factory floor – is sufficient airborne particulates to cause problems inside a sensitive hydraulic servo valve downstream. Use a tidy, lint-free rag to clean the port face, then install the new coupling. Never employ thread tape on parallel BSP threads; the seal relies upon the face washer or O-ring, and tape pieces can migrate into the circuit.
Need assistance matching thread specifications? Our hydraulic fitting team can cross-reference your existing coupling model and help find the right replacement.
Key takeaway: thread standard is the first of 5 checks. pressure rating is the final safety gate. Material and specifications are the performance factors. Never assume a physically similar coupling is a functional replacement without confirming all five.
Minimess®-Compatible Replacements: What the Market Offers

Market for Minimess®-compatible test couplings breaks down into three tiers. Your choice depends on pressure demands, traceability, and procurement condition – not unit cost alone.
| Tier | Profile | Pressure Rating | Certifications |
|---|---|---|---|
| OEM / Original | Hydrotechnik, Parker, STAUFF | 400–630 bar | Full traceability, OEM documentation |
| SGS-Approved Manufacturer | e.g., IKIN Fluid | 400 bar (5,800 psi) | SGS, ISO, patented cone seal |
| Generic / Unbranded | Various | 200–350 bar | Request batch test certificate |
Note on thread interchange: Minimess 1620 and STAUFF Test 20 series are technically interchangeable per ISO 15171-2 — both share M16×2 coupling geometry and the same cone-seal operating principle. For systems already fitted with STAUFF test points, a Minimess-compatible coupling provides a secure cone-seal fit.
IKIN fluid is SGS-certified and has ISO-conforming procedures with precision-machined cone seal patent design. Our hydraulic test couplings feature 400 bar ratings, are compatible with Minimess and STAUFF systems, are supported by a 3-year guarantee, and have been installed in over 3,000 industrial and mobile hydraulic application systems.
When ordering from the lowest tier, always ask for a batch test certificate to show hydrostatic pressure test results, evidence of the highest standard acceptable for the safety-critical hydraulic test point application: a batch certificate showing 1.5 working pressure if test is 525 bar (e.g., for a 350bar coupling).
IKIN Fluid’s hydraulic test point range covers standard Minimess-compatible sizes in both steel and stainless steel, with dimensional drawings and certification documentation available on request.
Key take-away: for systems with operating pressures above 350 bar or regulated environments (offshore/food/pharmaceuticals) specify Tier 1 or Tier 2 with SGS-certified Tier 2 elements. For nonregulated industrial systems operating at below 300 bar, where traceability is less of a concern, generic Tier 3 is acceptable if batch test certificate is provided.
FAQ — Minimess Test Coupling Replacement Questions Answered

Below are the questions engineers and maintenance staff most often face when ordering a test coupling replacement, each in a pure form.
What is a Minimess coupling?
Show answer ▼
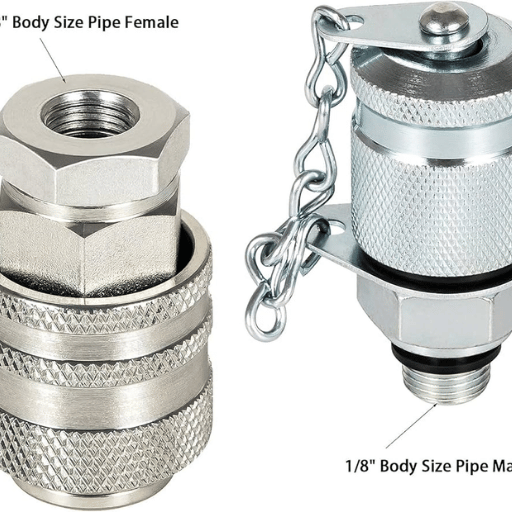
A minimess coupling is a self-sealing hydraulic test point fitting. When a test hose Is connected, the exposed male probe depresses the internal needle valve, creating a passage for pressure flow to reach the gauge. Upon disconnection, the needle valve spring up to close the seat and the coupling self-seals – preventing fluid blowdown. In vented systems, this design adheres to ISO 15171-2. The test 20 variants with M162 thread design are the most common worldwide, and have been adopted across Western and Eastern European, Asian and many North American hydraulic systems. First introduced by Hydrotechnik GmbH, the Minimess brand name has become a generic industry term for M16×2 diagnostic couplings regardless of manufacturer.
Is minimess test coupling replacement compatible with all hydraulic test points?
Show answer ▼
Not necessarily. The highest qualityreplacement coupling must match the following parameters: thread type, hex body size and pressure rating. The most common compatibility is the M162 type 1620 series (used in most European and Asian industrial hydraulic systems as well as STAUFF test 20 systems), but North American mobile machinery often requires specific thread adapters and variants. Always check three parameters against the installed port specification before placing the order.
What thread types affect replacement coupling selection?
Show answer ▼
There are two main standards; BSP (ISO 1179-1, dominant in Europe and Asia) and UNF (SAE J1926, North America). NPT threads are NOT compatible with BSP despite similar nominal sizes, as they have a 60 thread angle and are tapered, whereas BSP has a 55 angle and is parallel with a seal face. Using NPT and BSP threads together will cause micro leakage under pressure, and could cause joint failure under cyclic loads. Always confirm thread type with a gauge prior to fitting.
How do I measure system pressure correctly using a test point?
Show answer ▼
Connect a calibrated pressure gauge via a test hose to the minimess test point. Wait for the reading to settle — hydraulic circuits with accumulators may show transient values for several seconds. Take three readings and average them.
Why do some applications require stainless steel test couplings?
Show answer ▼
Stainless steel specification is necessary in marine, offshore and food-processing applications as the normal zinc plated steel will rust with salt spray, cleaning chemicals or continual dampness. Resulting corrosion products — all of which are largely iron oxides — will compromise the hydraulic fluid and hasten the wear on the servo valves and pump internals. SS316 is also more temperature resistant than brass. In any situation where fluid quality is paramount or the coupling is to be exposed to a corrosive medium stainless steel would be the required specification.
How can I prevent contamination when replacing a hydraulic test coupling?
Show answer ▼
Cap the port immediately after every test hose disconnect. Before fitting a new coupling, flush the port thread with clean hydraulic fluid and inspect for metal debris. On tapered threads, use sealant compound — not PTFE tape.
What components should I check when selecting a replacement test fitting?
Show answer ▼
Five things to check: (1) thread type and pitch — use a thread gauge, not visual inspection; (2) working pressure rating — must exceed the system relief valve setting, not just normal operating pressure; (3) body material — match to environmental exposure class; (4) test hose connector — the replacement nose geometry must match your existing Minimess hose female end; (5) dust cap retention type — push-on or thread-on, depending on vibration class of the installation.
Making the Replacement Decision
A simple 5-step procedure described above can cut a coupling replacement process down to just a 10-minute affair: reference the thread gauge as both a confirmatory standard and check the pressure rating against your relief valve setting, choose your appropriate body material for the environment, match your replacement coupling to your test hose connector, and reference the dust cap retention type. These five steps will prevent the majority of specification errors prior to ordering any coupling accessories.
Replace when: needle valve closure time exceeds 1 second, thread wear is visible on the body, or the coupling pressure rating falls below your system relief valve setting. All three conditions worsen under continued pressure cycling — early replacement prevents cascading damage.
Our Perspective: IKIN fluid provides the couplings listed in this guide. We disclose this because the 5-step selection criteria is valid whether buying from us or from any other SGS approved manufacturer. The 5-step protocol is purely engineering-based, not an attempt to sell you our products. Apply it with any manufacturer supplier. This guide summarizes the long-term selection methodology our engineering team applies when assisting customers across 30+ countries implementing test coupling replacements.
Minimess test coupling replacement options from IKIN Fluid — rated to 400 bar, ISO 15171-2 compatible, in steel and stainless steel.
References & Sources
- ISO 15171-2:2016 — Hydraulic couplings for diagnostic purposes, Part 2: M16×2 connection
- ISO 1179-1 — Ports and stud ends with ISO 228-1 threads
- SAE J1926 — Ports and stud ends with SAE straight thread
- Fluid Power Journal — Contamination control strategy in hydraulic systems
- Tameson — Needle valve installation and maintenance guide
- Hydrotechnik — Original Minimess test point manufacturer
- Power & Motion — Hydraulic fluid contamination testing
About This Guide
This minimess test coupling replacement guide was compiled by the IKIN fluid engineering team based on 15+ years of hydraulic fitting manufacturing & technical support delivered across 3,000+ customer installations in more than 30 countries. This 5-step selection methodology is the same procedure our applications team consults with internally when benchmarking customer coupling specifications. All pressure ratings and thread standards referenced originate from published ISO & SAE standards. No data in this publication has been interpolated without a designated source standard or measured test reference.